产品设计系目前共两台3D打印机,面向产品设计系全体同学进行模型验证与辅助教学使用。为提高使用效率,以下是模型打印事项与维修指南。
Part.1 账号绑定
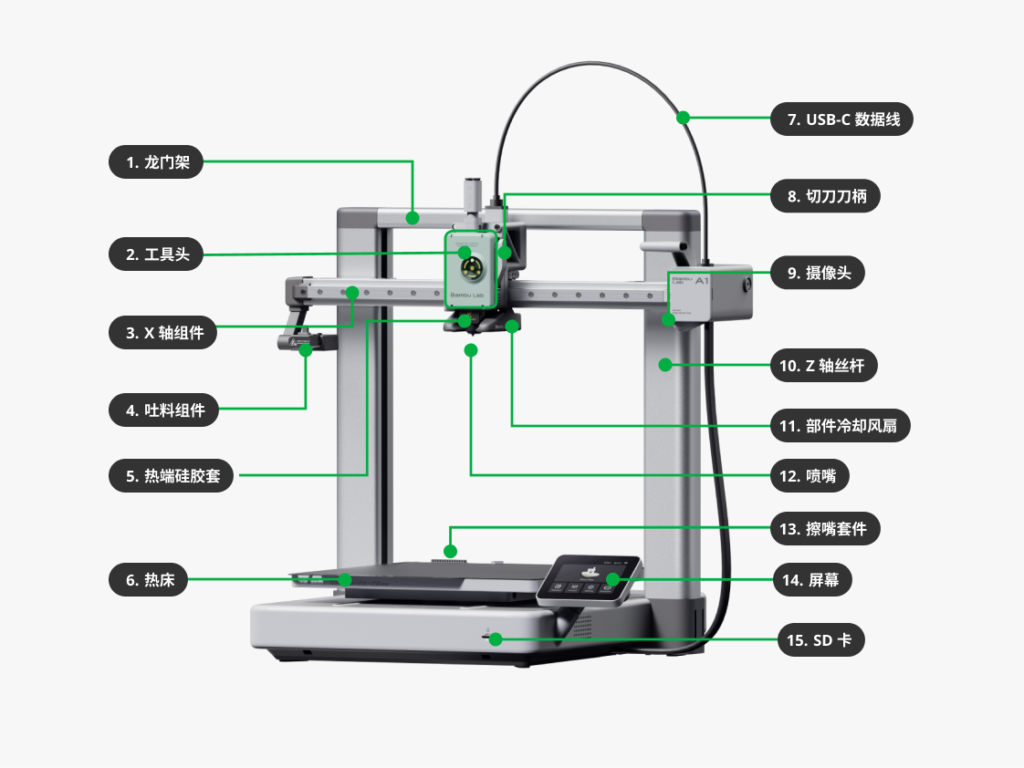
产品型号:Bambu Lab A1
APP下载:
电脑端 bambulab.com/zh/download/studio
手机端 bambulab.com/en/download/app
绑定公共账号:(账号信息咨询相关负责人)
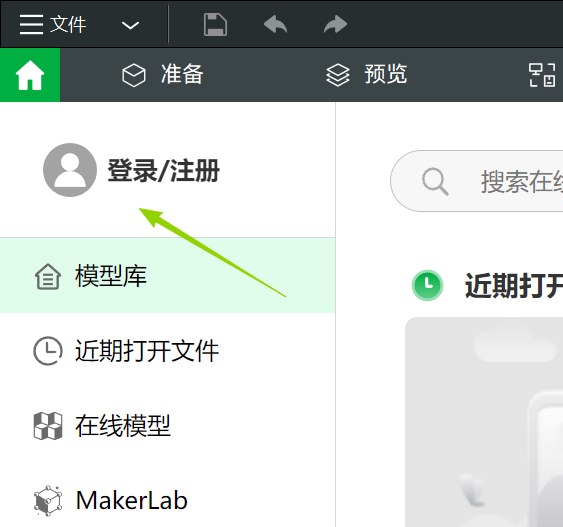
1.启动 Bambu Studio
2.点击 登录/注册
3.公共账号密码 登录
Part.2 模型与打印
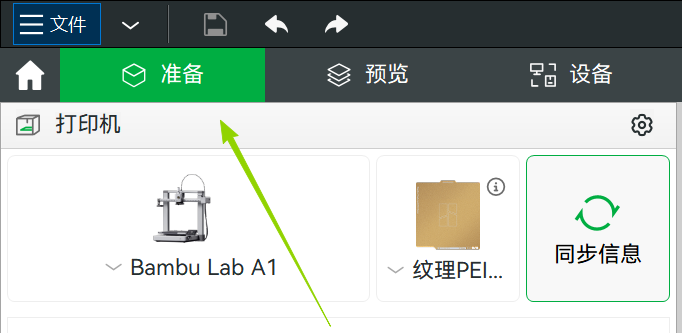
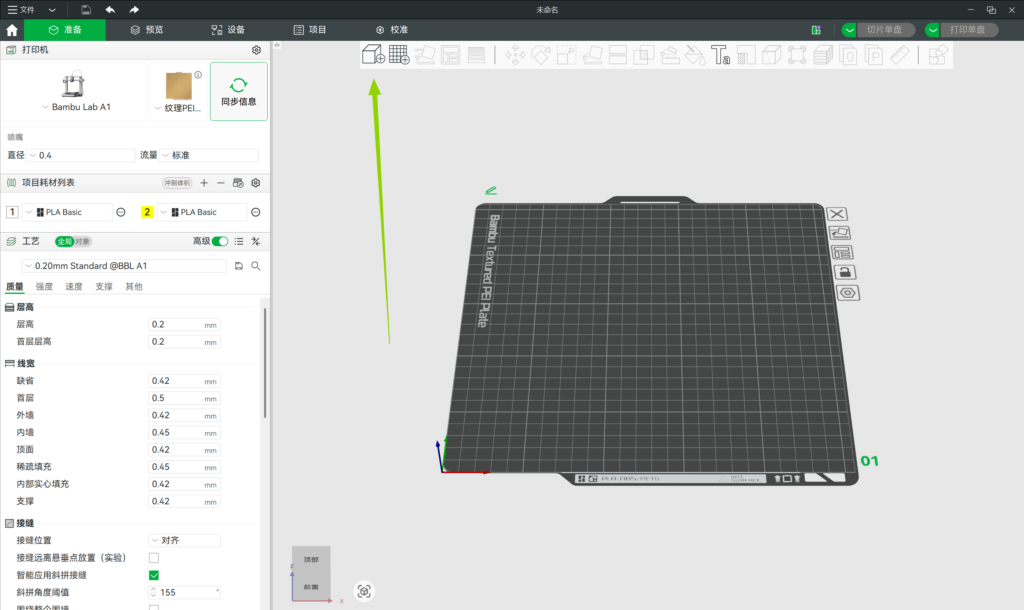
- 1.点击菜单栏 准备 切换到 打印视图
- 2.点击添加或 Ctrl+l 上传模型文件
注意:
- 1. 打印机最大成型尺寸为256mm*256mm*256mm,传输模型前请确认模型尺寸正确、打印件数量无误。
- 2.模型壁厚不能低于2mm
- 3.文件格式支持 obj/step/3mf
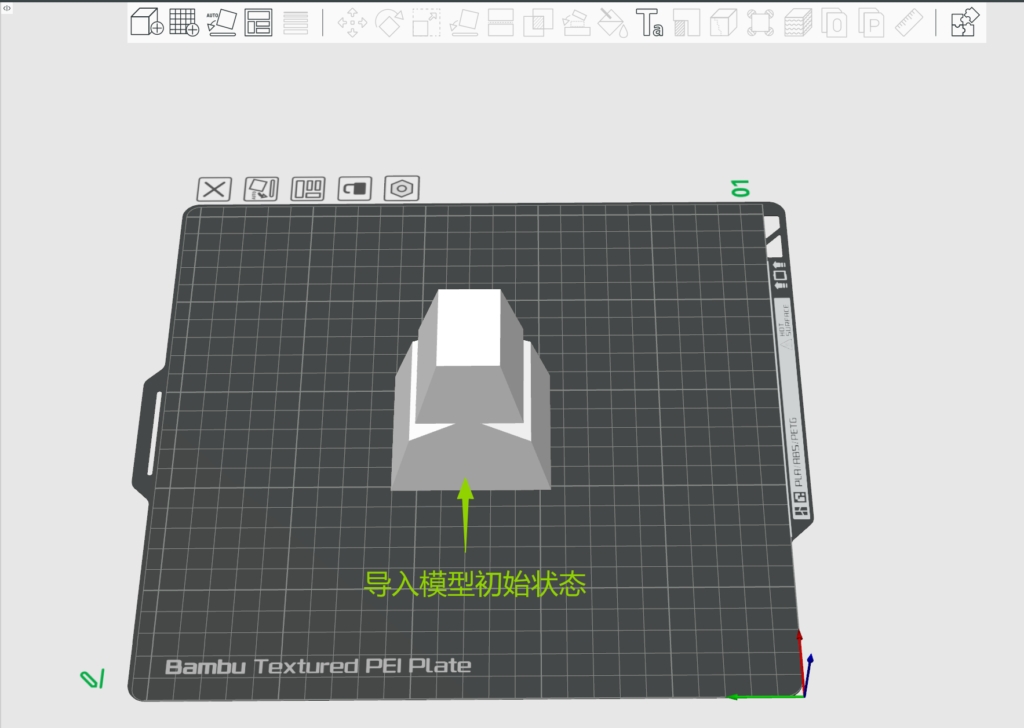

1.导入模型后,模型初始状态默认为XY轴居中、最低点贴合打印平台(Z=0)
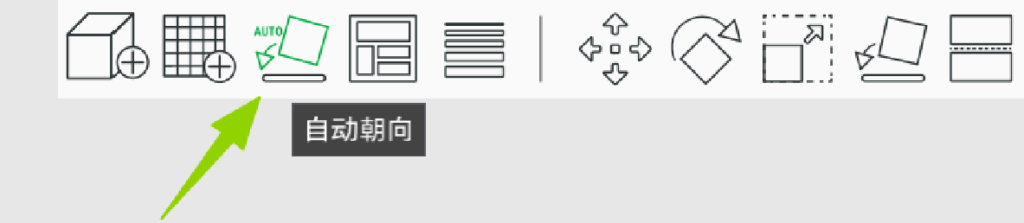
2.点击自动朝向,系统会自动调整底面
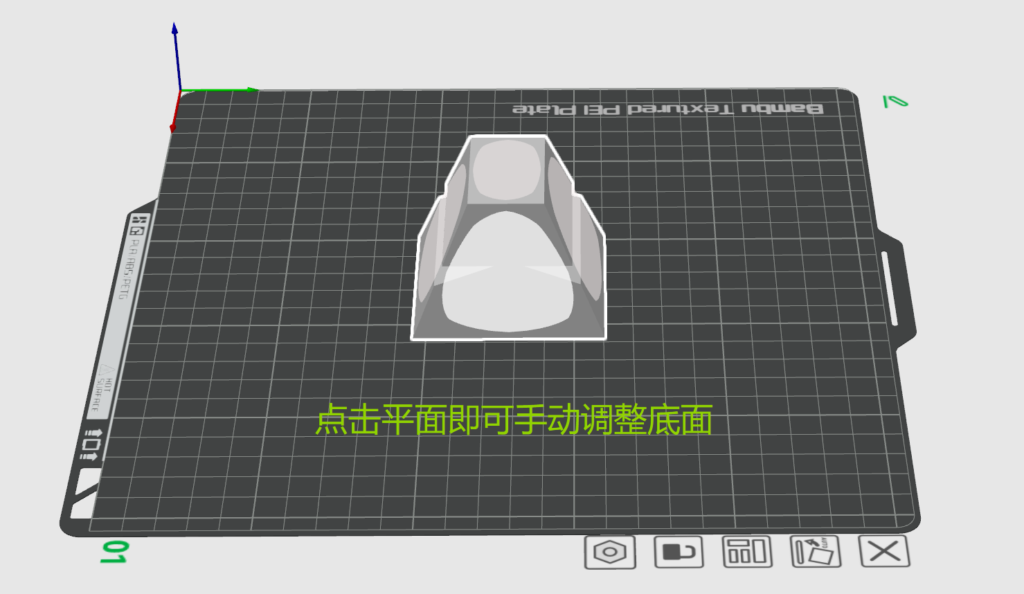
3.点击选择底面进行手动调整模型底面位置,常规情况下推荐选择最大且最平整的面作为底面。
注意:
1.模型重要展示面请避开底面,模型受力面尽量平行XY轴面打印
2.建议底面不要倒角
3.底面选择请依次考虑打印成功几率、模型表面美观度、支撑用量
4.如需同时打印多个模型,保证模型间距的同时需避免模型过大高度差




为保证打印效率与稳定性,常规情况下请大家直接使用以下参数模板数值,如有特殊需求再视情况调整。
| 强度 | 填充密度 | 15% |
| 速度 | 首层速度 | 30mm/s |
| 支撑(如需) | 开启支撑 | 选择 |
| 其他 | Brim类型 | 仅外侧 |
| Brim宽度 | 8mm |
1.模型可从质量、强度、速度、支撑、其他设置5个层面调整打印效果,感兴趣请自行探索。
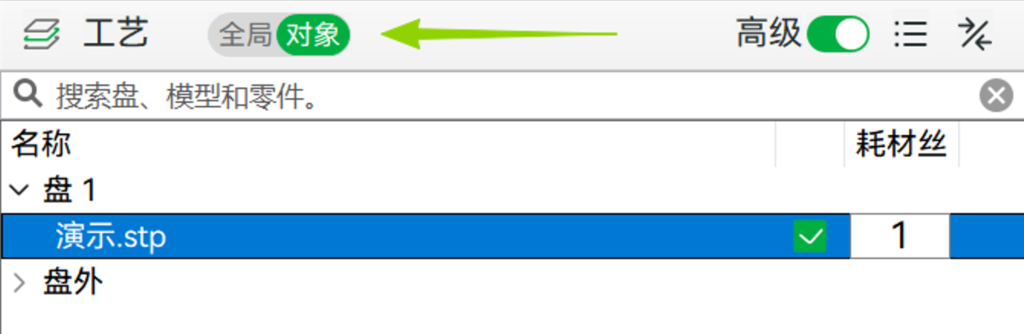
2.除全局设置外,也可点击右侧对象模块进行模型的零部件设置
注意:
1.喷嘴直径与系统配置部分请不要更改
2.如需多色打印需在对象功能操作,多色打印会大量增加打印时长与耗材用量
3.建议不要每个零部件单独设置速度参数,会较大增加打印失败的机率

参数设置完成后需完成打印预览、耗材确认、发送任务3步。
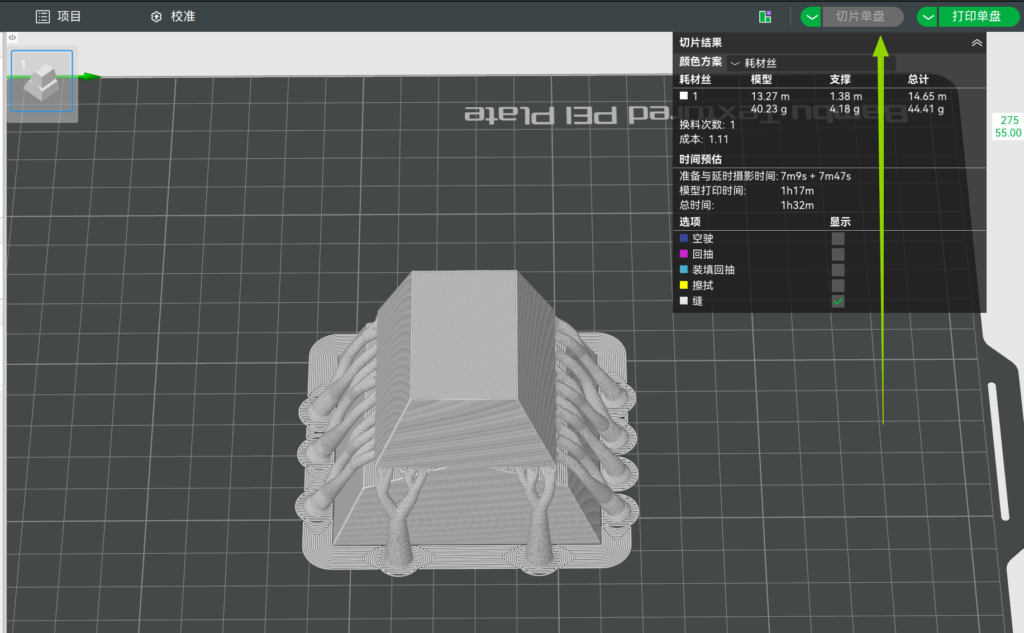
1.点击切片单盘进入打印预览模式,本页面可详细看到支撑形状与其他打印具体信息。
2.打印信息确认无误后点击打印单盘(如需调整使用耗材也点击打印单盘)
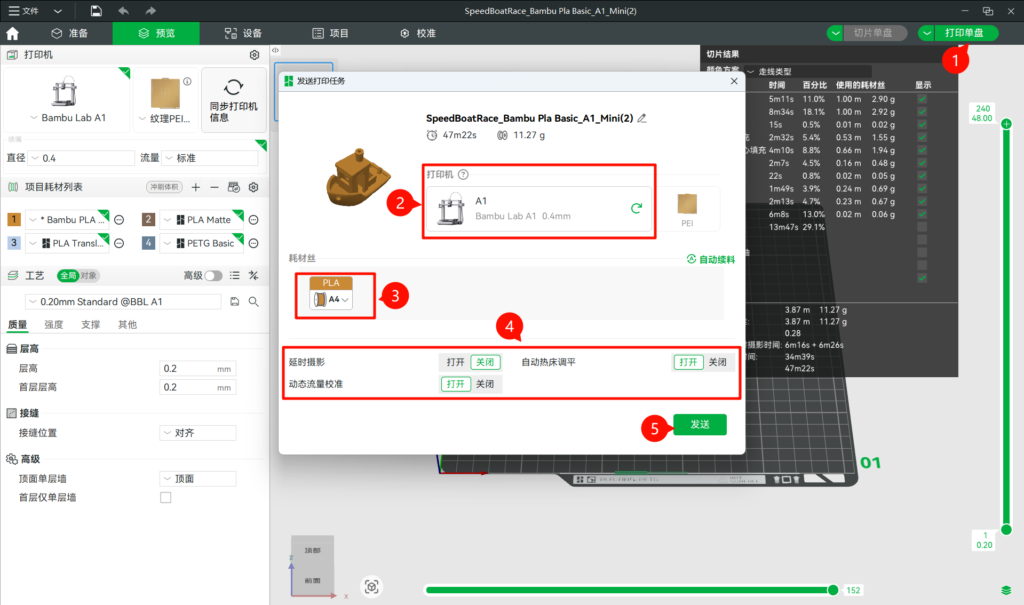
3.打印单盘显示最终打印时间、耗材用量与使用的耗材信息,如需更改耗材选项,请在耗材丝模块点击即可,确认无误后即可发送打印任务。
Part.3 打印其他事项
打印前后,请执行表格内的操作
| 打印前 |
| 1.模型是否合格 |
| 2.热床是否安装 |
| 3.热床是否有未取模型、是否干净 |
| 4.耗材是否充足 |
| 打印后 |
| 1.等待打印板冷却后再取件 |
| 2.禁止使用尖锐物体撬动热床 |
| 3.如使用胶水或胶棒,打印完成请及时清理热床(清水冲洗) |


换料所有步骤在AMS完成,步骤如下:
1.按住耗材固定按钮,将旧耗材从AMS料管中全部退出
2.一只手摁住中间,一只手拿料盘边缘缓慢将整卷耗材从AMS上拿下
(注意:拿下的耗材请仔细将线固定在了盘上,避免材料出现打结或散架情况)
3.拿出需要更换的耗材重复与步骤2相同的动作将材料固定在料盘上,听到“咔哒”声响表示材料已固定完成
(注意:在这里要注意材料的正反方向,保证线材的端头向上指向进料口)
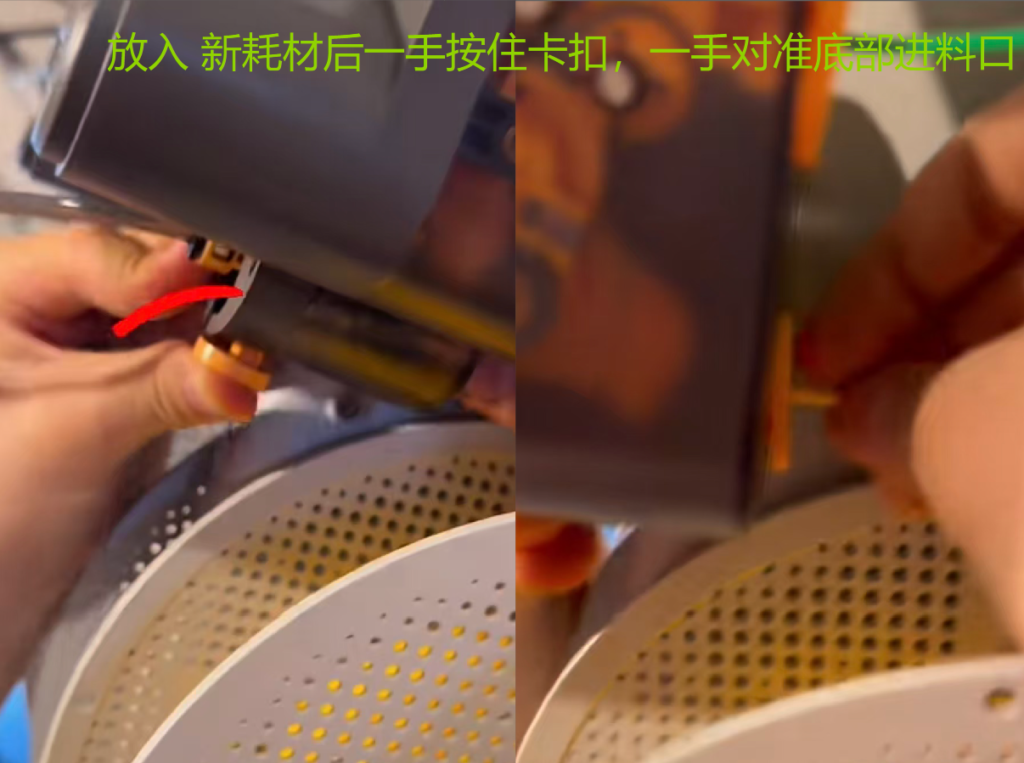
4.一只手按住耗材固定按钮,另一只手对准AMS底部进料口后将新耗材插入材料口。机器自动识别后会主动进料,即代表材料更换完成
(注意:如果没有自动进料,可尝试在面板手动进料)
更新照片
ps:图片取自小红书账号-Mr Rubix
1.请购买拓竹官方材料
2.Bambu Lab A1 稳定的打印耗材建议使用 PLA与PETG 两种材料
图中所示为打印材料区域,其中左侧为公共材料,右侧为个人材料。
1.课程集体购买材料:此类材料由课程班费统一购置,属于课程公共资源。在课程期间,所有参与课程的同学均可共同使用。若材料余量不足,请及时向班长或学委反馈。请合理使用,使用后放回原位。
2.个人购买材料:此类材料由个人自行购买,归个人所有,材料标签上会注明材料所有者联系方式。如需使用个人材料,请获得同意,避免未经允许取用或混用。
3.标签规范:所有打印材料均需贴附标签,便于识别与管理。
标签需包含材料名称、材料类型、材料归属、归属人联系电话的信息。
课程内集体模型 > 毕设模型 > 个人模型
Part.4 打印机故障
拓竹故障排除官网链接 https://wiki.bambulab.com/zh/a1
以下是本台打印机在打印过程中出现的问题以及当时的解决经验,方便大家在出现类似情况时参考。
文字
如无法解决问题,请及时向工作室同学求助。
祝你打印顺利
如有疑问和建议请联系 超链接
发表回复